

Matrica je glavna komponenta u mlinu za pelete. I to je ključ zapravljenje peleta za stočnu hranu. Prema nepotpunim statistikama, trošak gubitka kalupa za mlin za pelet čini više od 25% troškova održavanja cijele proizvodne radionice. Za svaki procentni poen povećanja naknada, vaša tržišna konkurentnost pada za 0,25%. Stoga su specifikacije mlina za pelet izuzetno važne.
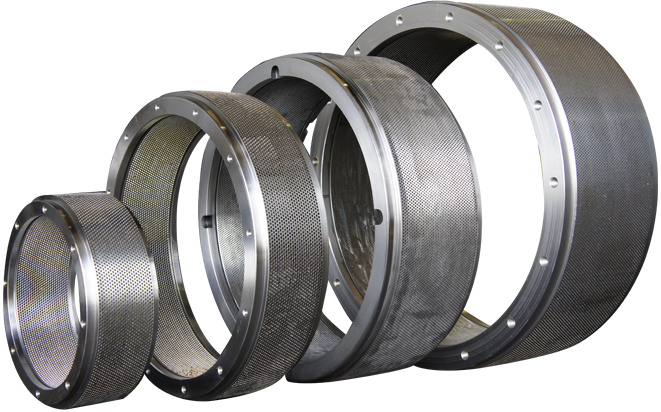
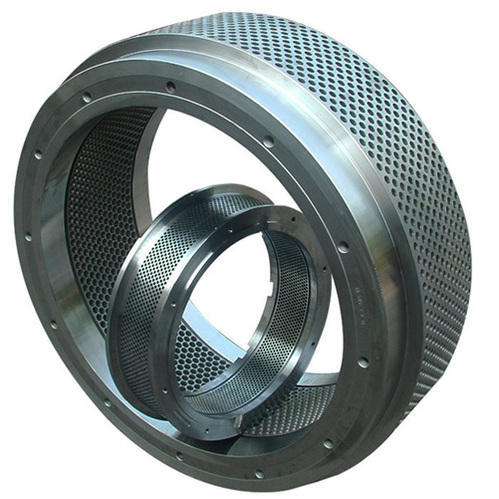
Shanghai Zhengyi (CPSHZY) je profesionalacmlin za proizvodnju peletadobavljač u Kini. Mi isporučujemo prstenaste mlinove za pelete, plosnate mlinove za pelete idijelovi za mlin za pelet, kao što su ravna matrica, prstenasta matrica, valjak za mlin za pelete i drugi dijelovi za mašinu za pelete.
1.Materijal kalupa za pelet
Matrica za mlin za pelete je općenito izrađena od ugljičnog čelika, legiranog konstrukcijskog čelika ili nehrđajućeg čelika kroz procese kovanja, strojne obrade, bušenja rupa i toplinske obrade. Korisnik može izabrati prema koroziji sirovog materijala čestica. Materijal kalupa za mlin za pelet treba biti izrađen od legiranog čelika ili prstenastog kalupa od nehrđajućeg čelika.
Ugljični konstrukcioni čelik, kao što je čelik 45, njegova tvrdoća toplinske obrade je općenito 45-50 HRC, to je niskokvalitetni materijal za prstenaste kalupe, njegova otpornost na habanje i otpornost na koroziju su loši, sada su u osnovi eliminirani.
Legirani konstrukcioni čelik, kao što su 40Cr, 35CrMo, itd., sa tvrdoćom termičke obrade iznad 50HRC i dobrim integrisanim mehaničkim svojstvima. Matrica napravljena od ovog materijala ima visoku čvrstoću i otpornost na habanje, ali nedostatak je što otpornost na koroziju nije dobra, posebno za hranjenje riba.
Cijena prstenastih matrica koje se izrađuju od materijala, peleta nevena, sječke, peleta od slame i sl. je mnogo veća od nehrđajućeg čelika. I 20CrMnTi i 20MnCr5 su legirani čelici s niskim naugljičenjem, oba su ista, osim što je prvi kineski čelik, a drugi njemački čelik. Budući da je Ti, hemijski element, rijetko dostupan u inostranstvu, umjesto 20MnCr5 iz Njemačke koristi se 20CrMnTi ili 20CrMn iz Kine, tako da ne spada u okvire legiranih konstrukcijskih čelika. Međutim, kaljeni sloj ovog čelika je ograničen postupkom karburizacije na maksimalnu dubinu od 1,2 mm, što je također prednost niske cijene ovog čelika.
Materijali od nehrđajućeg čelika uključuju njemački nehrđajući čelik X46Cr13, kineski nehrđajući čelik 4Cr13, itd. Ovi materijali imaju bolju krutost i žilavost, veću tvrdoću toplinske obrade od karburiziranih čelika, kaljene slojeve od naugljičenih čelika i dobru otpornost na habanje i koroziju, što rezultira dužim vijekom trajanja i prirodno više cijene od karburiziranih čelika. Zbog dugog vijeka trajanja čelične matrice od nehrđajućeg čelika, učestalost zamjene je niska i stoga je cijena po toni niska.
Općenito, materijal matrice za mlin za peletiranje je legirani konstrukcioni čelik i materijali od nehrđajućeg čelika.
2.Omjer kompresije mlina za pelet
i=d/L
T=L+M
M je dubina smanjene rupe
Omjer kompresije (i) je omjer promjera otvora matrice (d) i efektivne dužine (L) matrice.
Prema prirodi sirovog materijala, omjer je 8-15, korisnik bira omjer kompresije matrice i prilagođava specifični omjer kompresije, kao što je odabir nešto nižeg omjera kompresije, što je korisno za povećanje izlazne snage, smanjenje potrošnja energije, smanjuje habanje prstenastog kalupa, ali i smanjuje kvalitetu čestica, kao što su pelet nije dovoljno jak, izgled je labav i dužina je različita, i brzina praha je visoka.

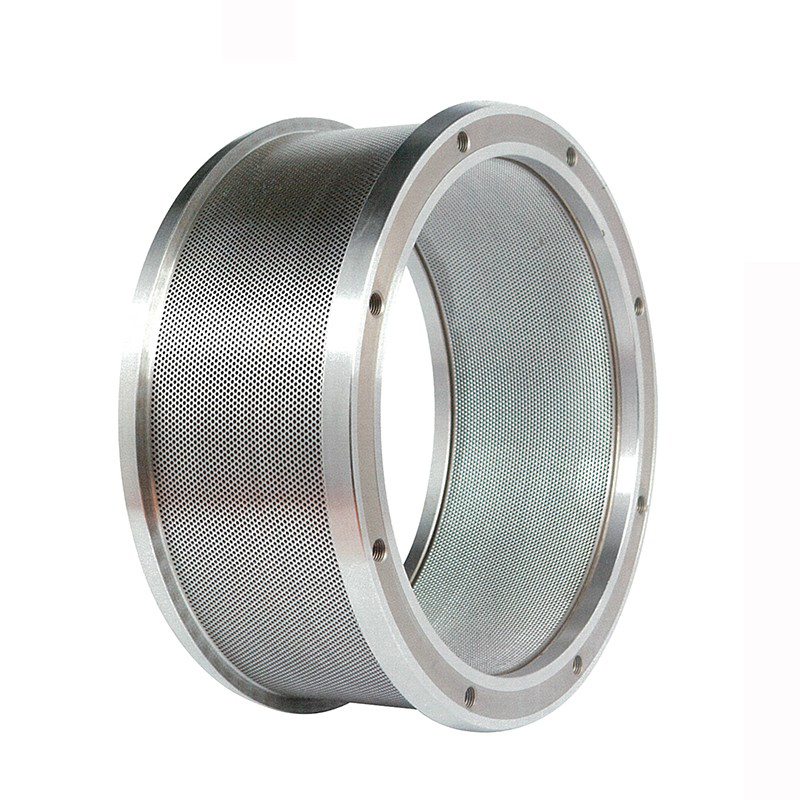
3.Stopa otvaranja prstena matrice
Brzina otvaranja kalupa za mlin za pelet je omjer ukupne površine otvora matrice i efektivne ukupne površine kalupa. Općenito, što je veća stopa otvaranja matrice, veći je prinos čestica. Pod pretpostavkom da se osigura čvrstoća matrice, brzina otvaranja prstenastog kalupa može se poboljšati koliko god je to moguće.
Za neke sirovine, pod uvjetom razumnog omjera kompresije, zid mlina za pelet je pretanak, tako da čvrstoća matrice nije dovoljna, a u proizvodnji će se pojaviti fenomen eksplodiranja matrice. U ovom trenutku, debljinu prstenaste matrice treba povećati pod pretpostavkom da se osigura efektivna dužina otvora matrice.
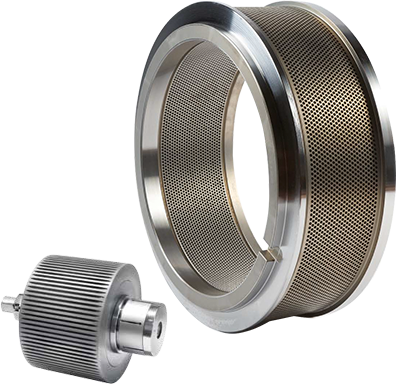
4.Usklađivanje matrice za mlin za pelet i valjka
To je najvažnija tehnologija za poboljšanje efikasnosti granulacije i produženje vijeka trajanja matrice. Trebalo bi da uključuje 4 aspekta:
- Nova prstenasta matrica sa novim potisnim valjkom, izbjegavajte pretjeranu upotrebu tlačnog valjka.
- Prema prirodi materijala, karakteristikama tipa mašine odabire se različiti oblici potisnog valjka, kako bi se postigla najbolja efikasnost ekstruzije između matrice i valjka.
- Ključ za pristajanje je stabilnost, a princip je: bez utjecaja na kapacitet, pokušajte da se opustite.
- Kontrolirajte brzinu uvlačenja, podesite dugu i kratku poziciju strugača za hranjenje kako biste kontrolirali položaj uvlačenja, distribuciju sloja materijala.
5.Proces obrade mlina za pelet
Prstenaste matrice su izuzetno zahtjevne u pogledu opreme za obradu i obradu, a za nehrđajući čelik su potrebne posebne bušilice i oprema za vakuumsku termičku obradu za proizvodnju visokokvalitetnih prstenastih kalupa. Odličan proces vakuumskog gašenja na visokim temperaturama može značajno poboljšati krutost, tvrdoću, otpornost na habanje, čvrstoću na zamor i žilavost čelika. Međutim, sposobnost da se garantuje izbalansiran sloj tvrdoće za svaku rupu za kalupe zahteva visok nivo veština obrade i dugo iskustvo.
6.Hrapavost površine matrice unutrašnjeg zida otvora matrice
Hrapavost površine je takođe važan pokazatelj kvaliteta prstenastog kalupa. Općenito, mala vrijednost hrapavosti unutrašnje stijenke će poboljšati kvalitetu prianjanja, smanjiti habanje i produžiti vijek trajanja prstenaste matrice, ali će se troškovi obrade prstenaste matrice povećati.
Hrapavost prstenaste rupe takođe utiče na kompresiju i formiranje čestica, kao i na efikasnost proizvodnje. Pri istom omjeru kompresije prstenaste matrice, što je niža vrijednost hrapavosti, niža je otpornost na ekstruziju drvne sječke ili hrane, što je glatkije pražnjenje, veći je kvalitet proizvedenih peleta i veća je efikasnost proizvodnje. Dobra obrada otvora na prstenastom kalupu može biti do 0,8-1,6 mikrona, hrapavost prstenaste matrice je oko 0,8 mikrona, ispravna mašina na materijalu za jednokratnu upotrebu, bez brušenja.
