


Кольцавая плашка для гранулятара серыі SZLH
- ШШ.ЧЖЭНЬІ
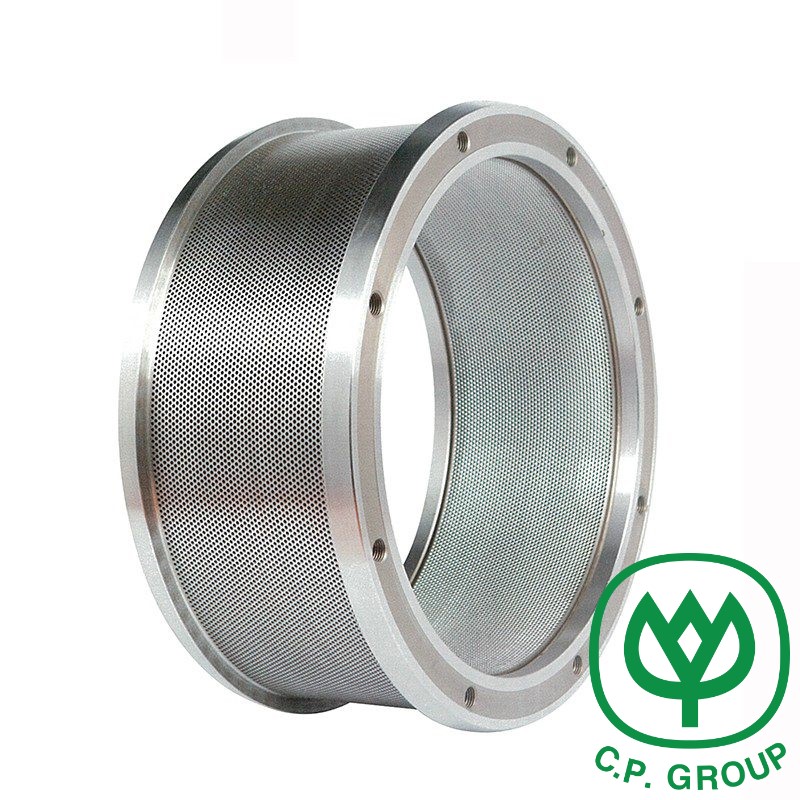
1. Выберыце высакаякасную сыравіну, другасную выплавку сталі, дэгазацыю нарыхтоўкі;
2. Матэрыял кальцавой штампа: X46Cr13 / 4Cr13 (нержавеючая сталь), 42Crmo / 20CrMnTi (легаваная сталь) або іншыя нестандартныя матэрыялы;
3. Імпартная дрыль для зброі і шматстанцыйная дрыль, аднаразовае фармаванне адтуліны, высокая якасць аздаблення, вытворчасць кармоў, прыгожы знешні выгляд і высокая прадукцыйнасць;
4. Выберыце спалучэнне вакуумнай печы і печы бесперапыннай закалкі, каб забяспечыць працяглы тэрмін службы;
5.У адпаведнасці з прынцыпам і патрабаваннямі заказчыка распрацаваць ступень сціску і трываласць;
6. Мікраскапічнае даследаванне для забеспячэння якасці прадукцыі;
Тэхналогія апрацоўкі кальцавых штампаў з легаванай сталі 42Crmo / 20CrMnTi:
Рэзка→Коўка→Нармалізацыя→Чарнавая апрацоўка→Загартоўка→Аздабленне→Свідраванне (пашырэнне) адтуліны→Цементация→Шліфоўка→(Брахам акісляльнага пласта)→Выпрабаванне ціскам→(Пасіўацыя фосфарам)→Антыржавейнае масла для пакрыцця→Праверце і захавайце параметры;
Тэхналогія апрацоўкі кальцавых штампаў з нержавеючай сталі X46Cr13 / 4Cr13:
Рэзка→Коўка→Чарнавая апрацоўка→Нармалізацыя→Аздабленне→Загартоўка і адпачынак→ ›Аздабленне→Свідраванне адтулін→Азатаванне→Паліроўка→Выпрабаванне ціскам→ Устойлівасць пакрыцця→Іржавы алей→Праверце і захавайце параметры;
| S/N | мадэль | Памер OD*ID*агульная шырыня*шырыня калодкі -мм | Памер адтуліны mm |
| 1 | SZLH320 | 432*320*130*87 | 1-12 |
| 2 | SZLH350 | 500*350*180*100 | 1-12 |
| 3 | 400 SZLH | 558*400*200*120 | 1-12 |
| 4 | SZLH400D | 558*400*218*138 | 1-12 |
| 5 | SZLH420 | 580*420*196*120 | 1-12 |
| 6 | SZLH420D | 580*420*214*140 | 1-12 |
| 7 | SZLH508 | 660*508*238*155 | 1-12 |
| 8 | SZLH508E | 660*508*284*185 | 1-12 |
| 9 | SZLH558 | 774*572*270*170 | 1-12 |
| 10 | SZLH578 | 774*572*300*200 | 1-12 |
| 11 | SZLH768 | 966*761*370*210 | 1-12 |
Ступеністая ролікавая абалонка
Абалонка роліка - адна з асноўных рабочых частак гранулятара. Выкарыстоўваецца для перапрацоўкі розных гранул біяпаліва, кармоў для жывёл і іншых гранул. Выкарыстанне высокай зносаўстойлівасці легіраванай сталі (40Cr, 20Crmnti, Gcr15), науглероживание тэрмічнай апрацоўкі, аднастайная цвёрдасць. Тэрмін службы доўгі, і існуюць розныя тыпы канструкцый, такія як зубчастая скразная форма, зубчастая блакіроўка і адтулінная форма. Частка прэсуючага роліка зроблена з унутранага эксцэнтрычнага вала і іншых дэталяў з дакладнымі памерамі, што зручна рэгуляваць адлегласць паміж прэсавым ролікам і кальцавой плашкай у адпаведнасці з вытворчымі патрабаваннямі карыстальніка, і яго лёгка скласці і ўсталяваць, і гэта лёгка замяніць абалонку прыціскнога роліка.
Меры засцярогі:
1. Правільна абярыце адпаведны каэфіцыент сціску адтуліны;
2. Правільна адрэгулюйце працоўны зазор паміж кальцавой плашкай і прыціскным ролікам у межах ад 0,1 да 0,3 мм (прыціскной ролік прыводзіцца ў рух кальцавой матрицей пасля ўключэння новага гранулятара ў стане «як круціцца, але не круціцца») ;
3. Новая кальцавая плашка павінна выкарыстоўвацца з новым прыціскным ролікам, і прыціскной ролік і кальцавая плашка павінны быць аслаблены, а потым зацягнуты. Калі з абодвух бакоў прыціскнога валіка з'яўляюцца вострыя куты, фланец прыціскнога валіка трэба своечасова загладзіць ручной шліфавальнай машынкай, каб забяспечыць добрую пасадку прыціскнога валіка і кальцавой плашкі;
4. Сыравіна павінна прайсці папярэднюю ачыстку і магнітную сепарацыю перад гранулятарам, каб паменшыць уцісканне жалеза ў адтуліну фільеры. І рэгулярна правяраць адтуліну, каб убачыць, ці няма засора. Своечасова прабівайце або прасвідруйце закаркаванае адтуліну;
5. Пластычная дэфармацыя адтуліны накіроўвалага конусу кальцавой плашкі павінна быць адрамантавана. Пры рамонце варта ўлічваць, што самая ніжняя частка рабочай унутранай паверхні кальцавой плашчакі павінна быць на 2 мм вышэй, чым ніжняя частка канаўкі пераходу, і пасля рамонту застаецца месца для рэгулявання эксцэнтрычнага вала прыціскнога роліка. У адваротным выпадку, кальцавая плашка павінна быць зменена;
6. Абалонка прыціскнога роліка выраблена з зносаўстойлівага сплаву шляхам апрацоўкі золатам і тэрмічнай апрацоўкі. Форма паверхні зуба абалонкі прыціскнога роліка аказвае пэўны ўплыў на прадукцыйнасць грануляцыі.
Звычайна выкарыстоўваецца профіль зуба абалонкі роліка: профіль зуба скразнога тыпу, профіль зуба не скразнога тыпу, тыпу адтуліны.
1. Праходныя і зубчастыя ролікі ў асноўным выкарыстоўваюцца для гранулявання матэрыялаў для жывёлы і птушкі. Перавага прахадных ролікаў у тым, што кальцавая плашка зношваецца раўнамерна, але прадукцыйнасць шпулькі дрэнная.
2. Прыціскны ролік у форме зубчастай канаўкі мае добрыя характарыстыкі матэрыялу шпулькі і звычайна выкарыстоўваецца на камбікормавых заводах, але знос кальцавой матрыцы нераўнамерны. Прыціскны ролік у форме зубчастай канаўкі з ушчыльняльным краем у асноўным падыходзіць для гранулявання водных матэрыялаў. Слізгаць з абодвух бакоў.
ВІНТОВАЯ РОЛІКАВАЯ АБАКАЛКА
Абалонка роліка - адна з асноўных рабочых частак гранулятара. Выкарыстоўваецца для перапрацоўкі розных гранул біяпаліва, кармоў для жывёл і іншых гранул. Выкарыстанне высокай зносаўстойлівасці легіраванай сталі (40Cr, 20Crmnti, Gcr15), науглероживание тэрмічнай апрацоўкі, аднастайная цвёрдасць. Тэрмін службы доўгі, і існуюць розныя тыпы канструкцый, такія як зубчастая скразная форма, зубчастая блакіроўка і адтулінная форма. Частка прэсуючага роліка зроблена з унутранага эксцэнтрычнага вала і іншых дэталяў з дакладнымі памерамі, што зручна рэгуляваць адлегласць паміж прэсавым ролікам і кальцавой плашкай у адпаведнасці з вытворчымі патрабаваннямі карыстальніка, і яго лёгка скласці і ўсталяваць, і гэта лёгка замяніць абалонку прыціскнога роліка.
Меры засцярогі:
1. Правільна абярыце адпаведны каэфіцыент сціску адтуліны;
2. Правільна адрэгулюйце працоўны зазор паміж кальцавой плашкай і прыціскным ролікам у межах ад 0,1 да 0,3 мм (прыціскной ролік прыводзіцца ў рух кальцавой матрицей пасля ўключэння новага гранулятара ў стане «як круціцца, але не круціцца») ;
3. Новая кальцавая плашка павінна выкарыстоўвацца з новым прыціскным ролікам, і прыціскной ролік і кальцавая плашка павінны быць аслаблены, а потым зацягнуты. Калі з абодвух бакоў прыціскнога валіка з'яўляюцца вострыя куты, фланец прыціскнога валіка трэба своечасова загладзіць ручной шліфавальнай машынкай, каб забяспечыць добрую пасадку прыціскнога валіка і кальцавой плашкі;
4. Сыравіна павінна прайсці папярэднюю ачыстку і магнітную сепарацыю перад гранулятарам, каб паменшыць уцісканне жалеза ў адтуліну фільеры. І рэгулярна правяраць адтуліну, каб убачыць, ці няма засора. Своечасова прабівайце або прасвідруйце закаркаванае адтуліну;
5. Пластычная дэфармацыя адтуліны накіроўвалага конусу кальцавой плашкі павінна быць адрамантавана. Пры рамонце варта ўлічваць, што самая ніжняя частка рабочай унутранай паверхні кальцавой плашчакі павінна быць на 2 мм вышэй, чым ніжняя частка канаўкі пераходу, і пасля рамонту застаецца месца для рэгулявання эксцэнтрычнага вала прыціскнога роліка. У адваротным выпадку, кальцавая плашка павінна быць зменена;
6. Абалонка прыціскнога роліка выраблена з зносаўстойлівага сплаву шляхам апрацоўкі золатам і тэрмічнай апрацоўкі. Форма паверхні зуба абалонкі прыціскнога роліка аказвае пэўны ўплыў на прадукцыйнасць грануляцыі.
Звычайна выкарыстоўваецца профіль зуба абалонкі роліка: профіль зуба скразнога тыпу, профіль зуба не скразнога тыпу, тыпу адтуліны.
1. Праходныя і зубчастыя ролікі ў асноўным выкарыстоўваюцца для гранулявання матэрыялаў для жывёлы і птушкі. Перавага прахадных ролікаў у тым, што кальцавая плашка зношваецца раўнамерна, але прадукцыйнасць шпулькі дрэнная.
2. Прыціскны ролік у форме зубчастай канаўкі мае добрыя характарыстыкі матэрыялу шпулькі і звычайна выкарыстоўваецца на камбікормавых заводах, але знос кальцавой матрыцы нераўнамерны. Прыціскны ролік у форме зубчастай канаўкі з ушчыльняльным краем у асноўным падыходзіць для гранулявання водных матэрыялаў. Слізгаць з абодвух бакоў.