


Oluklu Roller Shell - Açıq uc
- SHH.ZHENGYI
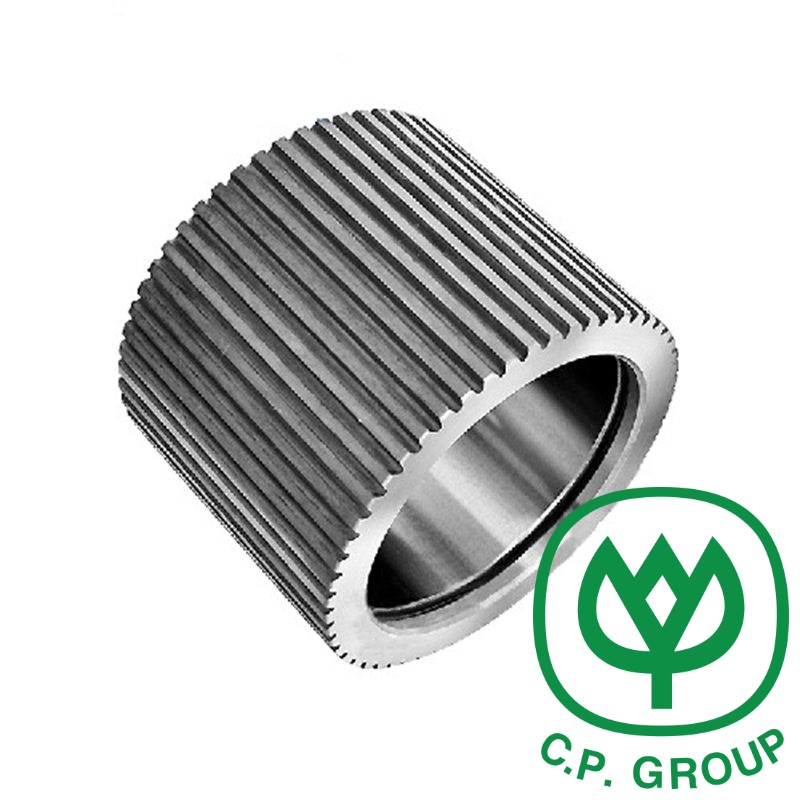
Açıq uç növü, qabığın xarici çevrə səthinin çevrə istiqamətində bərabər aralıqlarla bir sıra düz yivlərin olması deməkdir. Düz yivlər təzyiq çarxının qabığının xarici çevrə səthinin eksenel ortasında yerləşir və onların uzunluğu təzyiq çarxının qabığının eninə bərabərdir.
Üstünlükləri:O, nov istiqamətində materialların hamarlanması rolunu oynaya bilər. Təzyiq son dərəcə yüksək olduqda, təzyiqi qismən azad edə və rulon və üzük kalıbı arasındakı aşınmanı azalda bilər. Bobin materialı yaxşı performansa malikdir və əməliyyat nisbətən sabitdir.
Dezavantajları:Materialın sızması hər iki tərəfdən asandır, itkilərə səbəb olur; üzük kalıbının aşınması qeyri-bərabər olacaq.
Roller qabıq qranul dəyirmanının əsas iş hissələrindən biridir. Müxtəlif bioyanacaq qranullarını, heyvan yemini və digər qranulları emal etmək üçün istifadə olunur. Yüksək aşınmaya davamlı alaşımlı poladdan (20MnCr5), karbürləşdirici istilik müalicəsi, vahid sərtlikdən istifadə. İstifadə müddəti uzundur və müxtəlif tipli strukturlar var, məsələn, dişşəkilli keçid formalı, dişşəkilli bloklu və deşikşəkilli. Presləmə çarxı hissəsi daxili eksantrik mildən və dəqiq ölçülərə malik digər hissələrdən hazırlanır, bu da istifadəçinin istehsal tələblərinə uyğun olaraq basma çarxı ilə üzük kalıbı arasındakı məsafəni tənzimləmək üçün əlverişlidir və qatlama və quraşdırmaq asandır və presləmə rulonu qabığını əvəz etmək asandır.
Ehtiyat tədbirləri:
1. Müvafiq kalıp deşiklərinin sıxılma nisbətini düzgün seçin;
2. Halqa kalıbı ilə təzyiq çarxı arasındakı iş boşluğunu 0,1 və 0,3 mm arasında düzgün şəkildə tənzimləyin (yeni qranulyator “fırlanan kimi, lakin fırlanmayan” vəziyyətdə işə salındıqdan sonra təzyiq çarxı halqa kalıp tərəfindən idarə olunur) ;
3. Yeni halqa kalıbı yeni təzyiq çarxı ilə istifadə edilməli və təzyiq çarxı və üzük kalıbı əvvəl boş olmalı və sonra bərkidilməlidir. Təzyiq çarxının hər iki tərəfində iti künclər göründükdə, təzyiq çarxının flanşı əl dəyirmanı ilə vaxtında hamarlanmalıdır ki, təzyiq çarxı ilə halqa kalıbı arasında yaxşı uyğunlaşma təmin edilsin;
4. Dəmirin kalıp çuxuruna basılmasını azaltmaq üçün xammal pelletizatordan əvvəl ilkin təmizləmə və maqnit ayırma prosesindən keçməlidir. Və hər hansı bir tıxanma olub olmadığını görmək üçün mütəmadi olaraq kalıp çuxurunu yoxlamaq. Tıxanmış qəlib çuxurunu vaxtında zımbalayın və ya qazın;
5. Halqa kalıbının istiqamətləndirici konus çuxurunun plastik deformasiyası təmir edilməlidir. Təmir edərkən qeyd etmək lazımdır ki, üzük kalıbının işləyən daxili səthinin ən aşağı hissəsi həddindən artıq sürüşmə yivinin altından 2 mm yüksək olmalıdır və təmirdən sonra təzyiq çarxının eksantrik milini tənzimləmək üçün hələ də yer var Əks halda, üzük kalıbı sökülməlidir;
6. Təzyiq çarxının qabığı qızıl emalı və istilik müalicəsi ilə aşınmaya davamlı ərinti materialından hazırlanır. Təzyiq çarxının qabığının diş səthi forması qranulyasiya performansına müəyyən təsir göstərir.